
Description
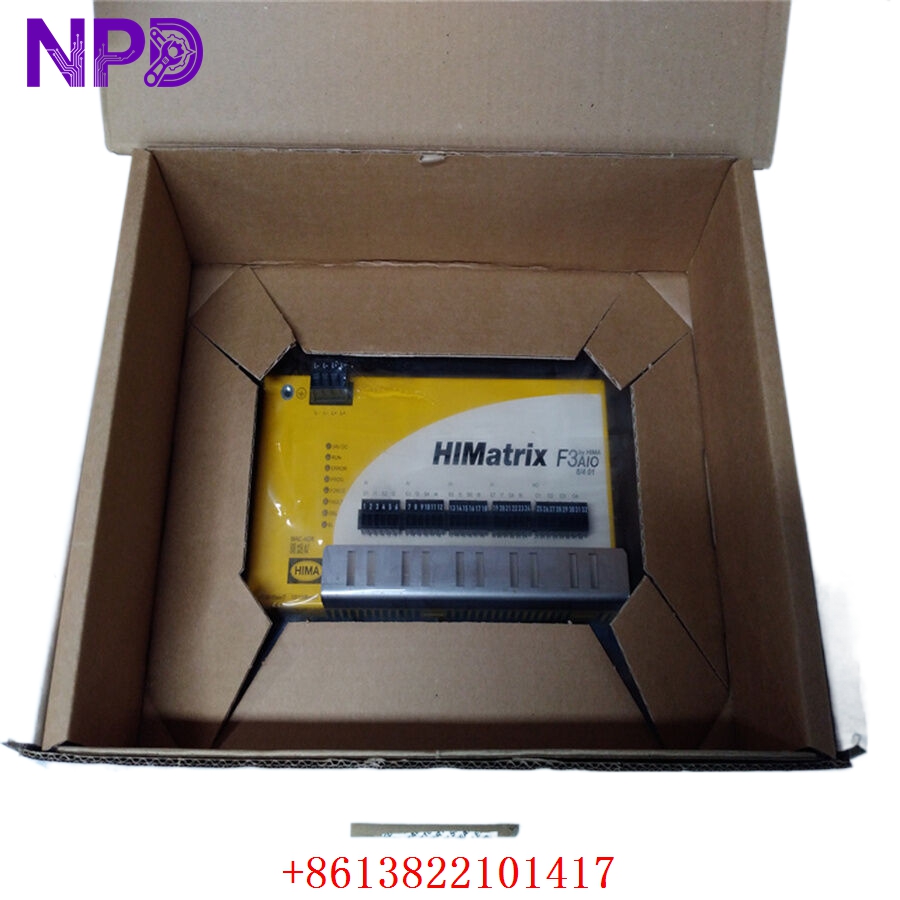
- Model: HIMA F3 AIO 8/4 01 (982200409)
- Brand: HIMA (Germany)
- Series: HIMatrix F3 Series
- Core Function: Safety-related analog input and output module for SIL 3 applications
- Product Type: Combined Analog I/O Module
- Key Specs: 8 Analog Inputs (0-20 mA), 4 Analog Outputs (0-20 mA), 24 V DC Power
- Safety Integrity Level: SIL 3 / PLe / Cat. 4
- Analog Inputs: 8 channels, 0…20 mA (12-bit resolution)
- Analog Outputs: 4 channels, 0…20 mA (12-bit resolution)
- Operating Voltage: 24 V DC (-15%…+25%)
- Current Consumption: Max. 0.8 A
- Communication Protocol: safeethernet (via F3 base plate)
- Response Time: ≤ 10 ms
- Isolation: Galvanic isolation between I/O and logic
- Dimensions: 4-module width (compact F3 form factor)
- Operating Temperature: 0 °C to +60 °C

HIMA F3 AIO 84 01 982200409

HIMA F3 AIO 84 01 982200409

HIMA F3 AIO 84 01 982200409
Application Scenarios & Pain Points
In the world of functional safety—specifically in refineries or chemical plants—losing an analog feedback loop isn’t just a nuisance; it’s a trip hazard. If your Emergency Shutdown (ESD) system loses its 4-20 mA signal from a critical pressure transmitter because of an I/O card failure, the whole logic solver might go into a “safe state,” shutting down your entire process. When HIMA lead times stretch into months, having a verified F3 AIO 8/4 01 on the shelf is the difference between a minor repair and a week of lost production.
Typical Application Scenarios:
- Oil & Gas – Emergency Shutdown (ESD)
Monitoring critical pressure and temperature levels in gas processing units where SIL 3 certification is mandatory for personnel safety.
- Chemical Industry – Burner Management Systems (BMS)
Regulating fuel-to-air ratios and monitoring flame intensity where precise analog control prevents explosive atmospheres.
- Power Generation – Turbine Protection
High-speed monitoring of vibration and valve positions to ensure the turbine stays within safe mechanical limits.
- Logistics – Automated Warehousing
Safety-related position and speed monitoring for high-speed cranes and shuttles in large distribution centers.
Case Study: The Midnight Trip in East China
Background:
A major chemical plant in Ningbo experienced a sudden failure in their HIMatrix system. The diagnostic buffer pointed directly to a 982200409 module managing the coolant flow sensors for a highly exothermic reactor.
The Problem:
The local distributor quoted 14 weeks for a new unit. Every day the reactor was offline cost the facility approximately $120,000 in lost throughput. The onsite engineer tried to bypass the logic, but the safety auditor (rightfully) blocked it.
The Solution:
We received the call at 10:00 AM. We pulled a F3 AIO 8/4 01 from our stock, ran a full communication test on our HIMatrix test rig, and sent the test video to the engineer. The module was on a flight by 4:00 PM.
The Result:
The module arrived at the plant the next morning. After verifying the DIP switch settings and checking the firmware, the engineer hot-swapped the unit. The system cleared the fault immediately, and the reactor was back at full capacity by noon. Total downtime was under 30 hours, saving the client millions compared to the factory lead time.
SOP Quality Transparency
We don’t just “move boxes.” For safety modules like HIMA, the testing process must be rigorous because “good enough” doesn’t fly when lives are on the line.
- Incoming Inspection & Traceability:
Every unit is checked against the original HIMA packing list and customs documentation. We verify the serial number (982200409) and check for the “QC Passed” seal from the factory. We look for any signs of aging, such as yellowing of the plastic or oxidation on the backplane connectors.
- Live System Testing:
We use a dedicated HIMA HIMatrix F3 test rack.
- Power-up: We verify the “System” and “I/O” LEDs follow the correct boot sequence.
- I/O Mapping: We use a signal generator to inject 4-20 mA into all 8 input channels, verifying the values in the SILworX programming environment.
- Output Test: We force the 4 analog outputs and measure the actual current using a Fluke 789 ProcessMeter.
- Soak Test: The module runs for 24 hours under load to ensure no thermal-related failures occur.
- Electrical & Insulation Check:
We perform an insulation resistance test (500V DC) between the I/O channels and the ground rail to ensure the galvanic isolation is intact.
- Firmware & Config Backup:
We record the firmware version. If your system requires a specific older version (e.g., V4.x), we make sure the hardware we ship is compatible. We also photograph the DIP switch positions before shipping so you have a baseline.
- Final Packaging:
The module is sealed in a professional-grade ESD bag, wrapped in thick anti-static bubble wrap, and placed in a double-walled carton. A final QC label with the test date is applied.
Technical “Pitfall” Guide
Listen, I’ve seen enough “Communication Fault” errors to last a lifetime. Before you swap this module, keep these points in mind:
- Firmware Rev Mismatch ❗
HIMA modules are picky. If your project was compiled in an older version of SILworX, a brand-new module with the latest firmware might not be recognized by the CPU.
The Fix: Always check your current firmware version in the online hardware editor before ordering. If there is a mismatch, you may need to update your project configuration or ask us to match the firmware version.
- DIP Switch & Addressing ❗
This is the most common “rookie” mistake. The address of the F3 AIO module is set via physical DIP switches on the side or back.
The Fix: Take a photo! Capture the switch positions of the old module before you pull it out. If the new module has a different address, the CPU will never “see” it, and you’ll waste hours checking cables.
- Terminal Block Alignment:
The F3 series uses high-density connectors. It’s easy to bend a pin if you’re rushing the installation in a dark cabinet.
The Fix: Align the module perfectly with the base plate rails. If you feel resistance, stop. Pull it out and check the pins. A bent pin on the safeethernet backplane can take down the whole rack.
- External 24V Supply Ripple:
HIMA safety cards are sensitive to “dirty” power. If your 24V supply has high AC ripple (from a failing capacitor in the power supply), the AIO module might give you erratic “Field Power Fault” alarms.
The Fix: Use a scope or a high-quality multimeter to check the DC stability. In my experience, if the ripple is over 150mV, the AIO module’s internal diagnostics might trigger a fault.
Troubleshooting Quick Reference
| Symptom | Likely Cause | Relevance | Quick Check | Action |
| All LEDs Off | No 24V Power | ❌ Low | Check L+/L- voltage at the base plate. | Replace fuse or power supply. |
| ERR LED Red (Steady) | Internal Hardware Failure | ✅ High | Power cycle the module; if it stays red, the self-test failed. | Replace Module. |
| I/O LED Flashing Red | External Loop Error | ⚠️ Medium | Check for open loop on 4-20 mA wires. | Fix wiring or transmitter. |
| SYS LED Yellow | Configuration Mismatch | ✅ High | Check if the module address (DIP) matches the project. | Adjust DIP switches. |
| Erratic Input Values | Ground Loop / Interference | ⚠️ Medium | Check if the cable shield is grounded at one end only. | Correct shielding/grounding. |
Final Advice: If you’re stuck at 3:00 AM, check the Diagnostic Buffer in SILworX first. It will give you a specific hex code that tells us exactly why the module is unhappy. Send us a screenshot of that code, and our team will help you decode it in minutes. Remember: Photo the DIP switches! It saves 90% of the rework.